

Verfahrensübersicht zum Thema Schmieden von Schmiedeteilen
Nachstehend möchten wir Ihnen das Verfahren des Gesenkschmiedens sowie deren angegliederte Verfahren, wie z.B. Lochen, Stauchen und Kalibrieren einmal genauer erklären.
Induktive Erwärmung
Das Erwärmen des Werkstücks, auch Schmiedenoppen genannt, erfolgt mittels induktiver Erwärmung. Der Schmiedenoppen wird auf die vorher simulierte oder errechnete Länge von einer ca. 6 m langen Stahlstange mittels Knüppelschere oder Kreissäge abgelängt. Der Schmiedenoppen wird nach dem Ablängen durch die Induktionsspule gefördert. In der Spule springt das magnetische Feld mehrfach in der Sekunde von Nord- auf Südpol und zurück. Durch das Springen des Feldes erwärmt sich der Schmiedenoppen gleichmäßig und sehr genau auf ca. 1250°C. Die Dauer der Erwärmzeit ist hauptsächlich vom Durchmesser des Stahls und von der Länge des Schmiedenoppens abhängig. Die Taktzeit des Schmiedens richtet sich nach der Erwärmzeit des Schmiedenoppens.
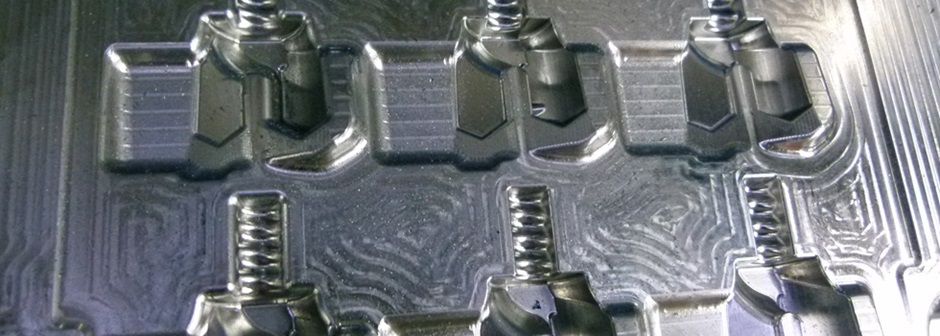
Das Schmieden im Gesenk (Gesenkschmieden)
Um ein Schmiedeteil aus Stahl herzustellen, wird der auf 1.250 °C erwärmte Materialabschnitt, der Schmiedenoppen, mit einer Zange in das Gesenk eingelegt. Ein Gesenk besteht aus einem Obergesenk und einem Untergesenk. Die beiden Gesenkhälften enthalten die Kontur des Schmiedeteils, die sogenannte Gravur. Diese unterteilt sich oftmals in einem Plattschlag, eine Vorgravur und eine Fertiggravur. Der in das Gesenk eingelegte Schmiedenoppen wird durch mehrere Hammerschläge verformt, bis das Schmiedeteil komplett ausgeschmiedet ist. Durch die Verdrängung des Materials wird die Gravur gefüllt, das überschüssige Material wird in den sogenannten Grat gedrängt. Dieser Vorgang wird im Vorfeld durch ein Schmiedesimulationsprogramm simuliert. So können schon im Vorfeld Materialdurchmesser oder Schmiedefehler bestimmt werden.
Während des Schmiedens verliert das Schmiedeteil an Temperatur und fängt an zu schrumpfen. Damit das Schrumpfen zu keinem Problem wie Verklemmungen führt, benötigen die Schmiedeteile eine Entformungsschräge, die Gesenkschräge. Zusätzlich zur Gesenkschräge wird grafithaltiges Trennmittel in die Gravur eingebracht, um die Gefahr von Klemmungen zu reduzieren. Jede Verklemmung kann zum kompletten Ausschuss des Schmiedeteils führen. Der nächst folgende Arbeitsschritt ist in der Regel das Entgraten des Schmiedeteils
{kind=link}
 wird im Gesenk verformt, bis das Gesenk ausgeschlagen ist.") Gesenkschmieden
Gesenkschmieden
Stauchen & Freiformschmieden
Auch beim Stauchen oder Freiformschmieden wird das Werkstück auf 1250°C erwärmt und mittels Druck umgeformt. Im Gegensatz zum Gesenkschmieden, wird der Schmiedenoppen allerdings nicht von einem Werkzeug, dem Gesenk, umschlossen.
Das Stauchen wird hauptsächlich in der Vorumformung eingesetzt um eine bessere Masseverteilung zu erzielen.
 Stauchen und Freiformschmieden
Stauchen und Freiformschmieden
Lochen eines Schmiedeteils
Durch den Arbeitsgang Lochen, kann in einem geschmiedeten Schmiedeteil ein Loch eingebracht werden. Das Lochen kann im warmen oder kalten Zustand des Werkstücks erfolgen. Das Loch kann allerdings nur von oben nach unten eingebracht werden. In der Regel sind Toleranzen von + / - 0,3 mm beim Lochen einhaltbar. Das Loch wird durch einen Körner beim Schmieden bereits angedeutet. Die Gesenkschräge muss beim Lochen allerdings berücksichtigt werden.
 Lochen eines Schmiedeteils
Lochen eines Schmiedeteils
Abgraten & Entgraten von Schmiedeteilen
Nahezu jedes Schmiedeteil muss entgratet werden. Grat nennt man das überschüssige Material, das sich nach dem Gesenkschmiedevorgang entlang der Gratbahn herausdrückt. Der Vorgang kann im warmen oder kalten Zustand erfolgen. Bei der Firma Kröger erfolgt das Entgraten in der Regel im warmen Zustand auf einer Entgratpresse, die direkt neben dem Gesenkschmiedehammer steht.
 Entgraten von Gesenkschmiedeteilen
Entgraten von Gesenkschmiedeteilen
Kalbrieren von Schmiedeteilen im kalten oder im warmen Zustand
Das Kalibrieren ist ein dem Schmieden nachgeschalteter Arbeitsgang. Das Kalibrieren erfolgt in der Regel im kalten Zustand. Hierbei wird das Schmiedeteil unter eine Kalibrierpresse gelegt. Ähnlich dem Gesenkschmieden ist die gewünschte Kontur als Negativ in der Kalibrierform eingearbeitet. Durch Zusammenfahren des Kalibrierwerkzeugs wird mit Druck das gewünschte Maß eingestellt. In der Regel wird beim Kalibrieren allerdings nur die Kontur des Schmiedeteils nachgedrückt um so die Toleranzen einzuengen. Eine komplette Kaltumformung inklusive Materialverdrängung wird normalerweise nicht durchgeführt.
Deutsch / Englisch

Kröger Stahlumformung GmbH
Erlenstraße 6-8
57439 Attendorn
Tel: 02722 - 9742 0
kontakt@kroeger-stahlumformung.de